Gemäß DIN 8589 ist Läppen ein Spanen mit losem, in einer Flüssigkeit oder Paste verteiltem Korn (Läppgemisch), das auf einem meist formtragenden Gegenstück (Läppwerkzeug) bei möglichst ungerichteten Schneidbahnen der einzelnen Körner geführt wird. Dabei drücken sich einzelne Kornspitzen in Werkstück und Läppwerkzeug ein und hinterlassen kraterförmige, ungerichtete Bearbeitungsspuren. Läppen ist ein Fein- und Feinstbearbeitungsverfahren, bei dem
unabhängig von der Werkstoffhärte erreicht werden können.
Geläppte
Flächen haben ein mattglänzendes Aussehen und zeichnen sich bei Beanspruchung
durch geringen Verschleiß aus.
Die Einsatzgebiete des Läppens finden sich in den verschiedensten Industriezweigen (Hydraulik, Pneumatik, Feinmechanik, Optik, Maschinenbau etc.), wo Läppen zur Herstellung von vielerlei Bauteilen (z. B. gas- und flüssigkeitsdichte Flächen. Werk- und Messzeuge, Bezugs- und Führungsflächen) eingesetzt wird. Durch das Läppen sind fast alle Werkstoffe (Metalle, NE-Metalle, Gläser, Naturstoffe, Silizium, Kunststoffe etc.) bearbeitbar, die ein homogenes Gefüge aufweisen und sich nicht durch ihr Eigengewicht oder Belastung plastisch verformen. >
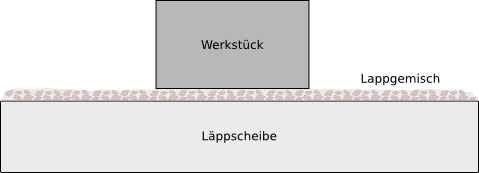
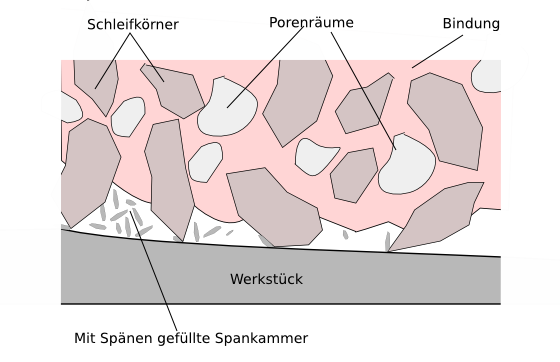
Beim Läppen gleiten die Werkzeuge und die zu bearbeitende Werkstückoberfläche
aufeinander ab. Das im Arbeitsspalt befindliche Läppmittel bewirkt den
Werkstückabtrag.
Die Relativbewegung zwischen der Läppscheibe und dem
Werkstück bewirkt, dass die Körner des Läppmittels eine Rollbewegung
ausführen. Die Spitzen der Läppkörner drücken sich dabei in das Material des
Werkstückes ein und induzieren dort Mikrorisse. Die Eindrücktiefe liegt im
Bereich von 5 bis 10 % der größten Körner. Kleine Werkstoffpartikel brechen aus
und führen in der Summe zu einem messbaren Materialabtrag.
Das Läppmittel muss vor allem druck- und verschleißfest sein. Die Korngröße liegt zwischen 5 und 100 µm. Mit zunehmendem Läppdruck splittern die meisten Kornarten, deshalb arbeitet man häufig mit umlaufendem Läppgemisch, also einer Mischung aus Läppflüssigkeit und Läppmittel. Als Läppflüssigkeiten haben sich Wasser mit 2 – 3 % Läppkonzentrat, Gemische aus Öl, Petroleum oder anderen Beimengungen bewährt. Ihre Aufgabe ist es, für den Späneabtransport und für Kühlung zu sorgen, dabei dürfen sie aber keineswegs eine Schmierwirkung haben.
Die wichtigsten Werkzeuge sind die Läppscheiben (häufig aus Gusseisen) zum Planläppen, Läpphülsen zum Außenrundläppen und Läppdorne zum Bohrungsläppen. Harte Läppwerkzeuge unterstützen das Abrollen der Körner, während in weichen Läppwerkzeugen (z. B. aus Kunststoff oder Kupfer) die Körner teilweise festgehalten werden und dadurch eher polierend wirken.
Planläppen ist das Läppen ebener Flächen (z. B. Dichtflächen oder Hartmetallwerkzeuge). Die Werkstücke werden dazu auf der Einscheiben-Läppmaschine in die Abrichtringe gelegt und so bewegt, dass sowohl die Werkstücke als auch die Läppscheibe gleichmäßig abgetragen werden.
Planparallelläppen ist gleichzeitiges Bearbeiten zweier paralleler Flächen auf einer Zweischeiben-Läppmaschine. Die Werkstücke werden in Käfigen geführt. Typische Anwendungsbeispiele sind Distanzringe, Dichtplatten und Endmaße.
Außenrundläppen: Die Werkstücke (z. B. Düsennadeln, Prüfzylinder) rollen, von einem Käfig geführt, zwischen den Scheiben einer Zweischeiben-Läppmaschine. Eine weitere Anwendung bieten entsprechend geformte Läppdorne, die sich spreizen lassen.
Innenrundläppen ist das Läppen von Bohrungen mittels Läpphülsen, die eine Dreh- und Hubbewegung ausführen. Typische Beispiele für dieses Verfahren sind Bauteile wie Einspritzpumpenteile oder Hydraulikzylinder.
Beim Pressläppen wird die Schleifpaste in abgeschlossenen Kammern durch Werkstückbohrungen, -durchbrüche oder an der gesamten Fläche der Teile vorbeigedrückt. Mehrmaliges Hin- und Herdrücken der Paste verbessert dabei die abrasive Wirkung erheblich.
Erhält das Läppmittel über ein mit Frequenzen im Ultraschallbereich schwingendes Formwerkzeug Impulse, spricht man vom sogenannten Schwingläppen.
Formläppen: Das Werkzeug weist die entsprechende Negativgestalt der herzustellenden Form auf. Dabei steht meist die Verringerung eines Formfehlers im Vordergrund.